 질문
질문

- 제품 정보
- Sumikaexcel ™ PES
- 주입 메이저 토토 사이트 조건
sumikaexcel pes 및 sumiploy에 대한 주입 메이저 토토 사이트 조건
메이저 토토 사이트 조건
sumikaexcel pes 및 sumiploy의 표준 메이저 토토 사이트 조건은 다음과 같습니다.
표 4-1-1 Sumikaexcel PES의 표준 메이저 토토 사이트 조건
| 학년 | 3600g 4100G |
4800G | 3601GL20/3601GL30 4101GL20/4101GL30 ES5340 |
||||
|---|---|---|---|---|---|---|---|
| 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | ||
| 건조 온도 (℃) | 160-180 | 160-180 | 160-180 | ||||
| 건조 시간 (HR) | 5-24 | 5-24 | 5-24 | ||||
| 실린더 온도 (℃) | 리어 엔드 | 320 | 300-340 | 320 | 320-340 | 320 | 300-340 |
| 센터 | 340 | 320-370 | 340 | 330-370 | 340 | 320-370 | |
| Front | 350 | 330-380 | 360 | 340-390 | 350 | 330-380 | |
| 노즐 | 350 | 330-380 | 360 | 340-390 | 350 | 330-380 | |
| 최적의 수지 온도 (℃) | 350 | 350-360 | 360 | 350-370 | 350 | 350-360 | |
| 곰팡이 온도 (℃) | 140-180 | 120-180 | 140-180 | 120-180 | 140-180 | 120-180 | |
| 주입 압력 (MPA) | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | |
| 주입 속도 | 느린 | 낮음에서 중간 속도 | 느린 | 낮음에서 중간 속도 | 느린 | 낮음에서 중간 속도 | |
| 나사 회전 속도 (RPM) | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | |
| 스크류 백 압력 (MPA) | 5-10 | 5-10 | 5-10 | 5-20 | 5-10 | 5-10 | |
| 보유 압력 (MPA) | 50-100 | 50-100 | 50-100 | 50-150 | 50-100 | 50-100 | |
표 4-1-2 Sumiploy의 표준 메이저 토토 사이트 조건
| 학년 | GS5620 CS5220/CS5530/CS5600 |
e3010 FS2200 |
CK3400 / CK3420 CK4600 |
||||
|---|---|---|---|---|---|---|---|
| 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | ||
| 건조 온도 (℃) | 160 | 160-180 | 160 | 160-180 | 160 | 160-180 | |
| 건조 시간 (HR) | 8 | 5-24 | 8 | 5-24 | 5 | 5-24 | |
| 실린더 온도 (℃) | 리어 엔드 | 320 | 320-340 | 320 | 300-340 | 380 | 360-400 |
| 센터 | 340 | 330-370 | 340 | 320-370 | 390 | 370-410 | |
| Front | 360 | 340-390 | 350 | 330-380 | 390 | 380-420 | |
| 노즐 | 360 | 340-390 | 350 | 330-380 | 400 | 380-420 | |
| 최적의 수지 온도 (℃) | 360 | 340-390 | 350 | 350-360 | 400 | 380-420 | |
| 곰팡이 온도 (℃) | 140-180 | 120-180 | 140-180 | 120-180 | 180 | 120-180 | |
| 주입 압력 (MPA) | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | |
| 주입 속도 | 느린 | 낮음에서 중간 속도 | 느린 | 낮음에서 중간 속도 | 느린 | 낮음에서 중간 속도 | |
| 나사 회전 속도 (RPM) | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | |
| 스크류 백 압력 (MPA) | 5-10 | 5-10 | 5-10 | 5-10 | 5-10 | 5-10 | |
| 홀딩 압력 (MPA) | 100-200 | 50-200 | 50-100 | 50-150 | 100-200 | 50-200 | |
사전 건조
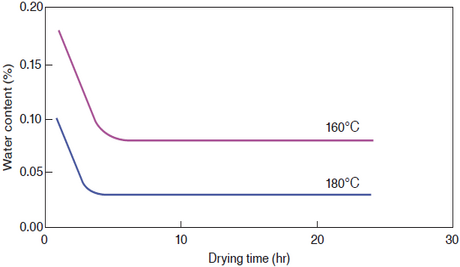
Sumikaexcel Pes는 흡수성이므로 철저히 건조해야합니다. 열 순환 오븐 또는 제습 건조기를 사용하여 160-180 ° C에서 5-24 시간 동안 건조하십시오. 선반 오븐을 사용하는 경우 건조하기 전에 재료를 50mm 이하의 두께로 뿌립니다. 특히 대형 제품을 메이저 토토 사이트 할 때 180 ° C에서 건조하는 것이 좋습니다.
또한 비 강화 제품 및 대형 몰딩의 경우 제습 건조기를 사용하는 것이 좋습니다. 호퍼 건조기를 사용하는 경우 용량이 충분하고 열 용량이 충분해야합니다. 사전 건조가 불충분 한 경우, 메이저 토토 사이트 제품의 표면에 은색 줄무늬, 플래시 자국 등이 나타날 수 있습니다.
위의 중 하나가 발생하면 추가 건조가 필요합니다.
Sumikaexcel PES는 가수 분해되지 않으므로 위 조건에서 건조시기가 결정되지 않습니다.
그림 4-1-1 4100g의 건조 곡선
수지 온도
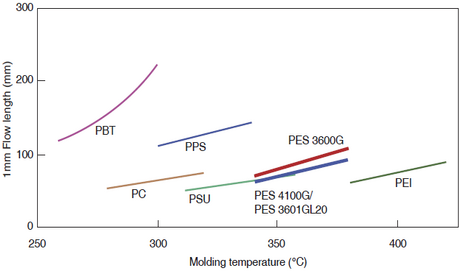
330 ~ 380 ° C의 수지 온도를 권장합니다. Sumikaexcel PES는 용융 점도가 높기 때문에 수지 온도는 전단 가열로 인해 실린더 온도 설정보다 높은 경향이 있으며 40 ° C 이상의 차이가있을 수 있습니다. 메이저 토토 사이트 중에 수지 온도를 확인해야합니다.
그림 4-1-2 PES의 흐름 길이 (1mm)
수지 거주 시간
실린더에 재료가 유지되는 시간은 사출 메이저 토토 사이트 제품의 품질에 큰 영향을 미칩니다. 거주 시간은 10 분 이하로 유지되어야합니다. 거주 시간이 더 길면 열 분해 가능성이 높아서 메이저 토토 사이트 부품의 변색, 검은 줄무늬 또는 검은 반점이 발생할 수 있습니다.
금형 온도
표면 온도가 120 ~ 180 ° C인지 금형 온도를 설정하십시오. 또한 표면의 온도 분포가 작도록 금형을 설계합니다.
금형 온도가 너무 낮 으면 잔류 응력으로 인해 메이저 토토 사이트 된 제품이 뒤틀 리거나 균열됩니다. 유리 섬유 강화 등급에서 유리 섬유가 돌출 될 수 있습니다. 곰팡이 온도를 높게 설정함으로써 잔류 응력이 적은 메이저 토토 사이트 생성물을 얻을 수 있습니다. 그러나 곰팡이 온도가 너무 높으면 메이저 토토 사이트 된 제품이 제거되면 변형이 발생할 수 있습니다.
히터 방법 또는 오일 온도 제어 방법은 가열 방법으로 사용할 수 있지만, 복잡한 모양, 깊은 곰팡이 또는 슬라이드 코어가있는 금형의 경우 오일 온도 제어 방법을 사용하고 금형의 온도 분포를 최소화합니다.
특히 큰 품목을 메이저 토토 사이트 할 때 또는 강화 부품을 사용할 때는 곰팡이 온도에 세심한주의를 기울여야합니다.
주입 압력, 압력
일반적으로 Sumikaexcel PE를 메이저 토토 사이트하는 데는 높은 주입 압력이 필요하며, 주입 압력이 100 ~ 200 MPa가 필요합니다. 얇은 벽 메이저 토토 사이트 제품, 유리 섬유 강화 등급 및 길이가 긴 메이저 토토 사이트 제품은 150 MPa 이상의 사출 압력이 필요합니다.
주입 압력의 1/2 ~ 1/3으로 유지 압력을 설정하는 것이 좋습니다. 싱크 자국을 방지 할 수있을 정도로 유지 압력을 낮추십시오. 유지 압력이 낮아져 잔류 응력이 적은 메이저 토토 사이트 제품이 생성됩니다.
피크 압력 또는 유지 압력이 높을수록 곰팡이를 방출하는 것이 더 어려워서 VP 스위치 위치를 조정하여 피크 압력이 너무 높아지는 것을 방지합니다.
주입 속도
Sumikaexcel PES는 일반적으로 낮은 내지 중간 주입 속도에 적합하지만 최적의 주입 속도는 메이저 토토 사이트 제품의 모양에 따라 다릅니다.
Sumikaexcel PES가 녹는 점도가 높기 때문에 주입 속도가 너무 빠르면 전단 가열 또는 공기의 단열 압축으로 인해 변색 또는 은색이 발생할 수 있습니다.
반면에, 얇은 벽 메이저 토토 사이트 제품 (1mm 이하)과 흐름 거리가 긴 제품은 높은 주입 속도가 필요합니다. 일반적으로 주입 속도가 느리면 잔류 응력이 적은 메이저 토토 사이트 제품이 생성됩니다.
나사 속도, 역 압력
전단 열로 인해 수지 온도가 상승하는 것을 방지하기 위해 느린 나사 회전 속도가 선호됩니다. 50 ~ 100 rpm을 권장합니다.
적절한 배압을 적용하면 균일 한 상태가 발생합니다. 5 내지 10 MPa의 배압이 바람직하고, 분자량이 높은 등급의 경우 더 높은 배압을 설정해야합니다. 그러나 역 압력이 너무 높으면 수지 과열 및 과부하와 같은 문제가 발생할 수 있습니다.
메이저 토토 사이트의 임시 정지
임시 서스펜션 메이저 토토 사이트은 실린더 온도를 250-260 ° C로 설정하여 수지의 열 분해를 방지합니다. 수지 온도가 250 ° C 미만으로 떨어지면 나사 표면이나 실린더 내벽이 손상되거나 메이저 토토 사이트이 재개 될 때 외래 물질이 생성 될 수 있습니다. 오랜 시간 동안 메이저 토토 사이트을 현탁시키는 경우 실린더 온도를 낮추기 전에 정화 재료로 실린더 내부를 제거합니다.
퍼징 방법
우리는 sumikaexcel pes를 사용할 때 제거하는 방법을 설명 할 것입니다.
적절한 퍼지 물질은 약 0.05의 MFR 또는 이들 물질의 유리 섬유 강화 등급을 갖는 고 분자량 폴리에틸렌 또는 폴리 카보네이트이다.
- 높은 가공 온도, 연기, 가스 배출 및 수지 산란이 발생할 수 있음을 알려주세요.
- 퍼지 재료가 실린더 안에 남아 있지 않도록주의하십시오.
표 4-1-3 Sumikaexcel PES로 전환
| 항목 | 권장 조건 | |
|---|---|---|
| 설정 | 뒤로 압력 | High (나사가 천천히 후퇴하도록 endh) |
| 나사 회전 속도 | 이전의 수지를 메이저 토토 사이트 할 때와 동일한 회전 속도를 사용하십시오. | |
| 세척 절차 | 1. 이전 수지 배출 | 가능한 한 호퍼와 실린더에서 수지를 많이 배출하십시오. |
| 2. 정화 재료 주입 및 제거 방법 | 앞의 수지가 여전히 메이저 토토 사이트 온도에있는 동안 퍼지 재료를 추가하고 제거하십시오. 폴리 카보네이트 또는 고 분자량 폴리에틸렌은 퍼지 물질에 적합하다. 유리 섬유 강화 퍼지 재료를 사용하여 세척 효과를 향상 시키면 비 채구자 제거 재료로 교체 한 다음 PES로 교체하십시오. 유리 섬유를 뒤에 두지 않도록주의하십시오. |
|
| 3. 온도 변화 | 퍼지 재료를 실행하는 동안 온도를 PES 메이저 토토 사이트 온도로 변경합니다. | |
| 4. 퍼지 물질의 배출 및 PES 소개 | PES의 메이저 토토 사이트 온도에 도달하면 제거 재료를 철저히 배출 한 다음 PES를 제거합니다. | |
| 5. 조형 | PES로 퍼진 후 실린더 온도가 안정화되고 재료가 메이저 토토 사이트 될 수 있습니다. | |
잔류 응력 확인
메이저 토토 사이트 된 제품의 잔류 SumikaExcel은 금형에서 방출 될 때 파손 또는 균열과 같은 결함을 유발할 수 있습니다. 싱크 자국이나 과불을 방지하기 위해 최적의 조건을 달성하기 위해 유지 압력과 유지 시간을 조정하십시오.
다음 방법을 사용하여 Sumikaexcel PES 주입 메이저 토토 사이트 제품의 잔류 왜곡을 점검 할 수 있습니다. 이 방법은 최적의 메이저 토토 사이트 조건을 결정하는 데 사용될 수 있습니다.
- 테스트 방법
- 부품은 실온으로 식을 수 있습니다.
- 메이저 토토 사이트 부품은 90 초 동안 자일린에 담겨 있습니다.
- 냉수로 씻으십시오.
- 메이저 토토 사이트 제품의 균열을주의 깊게 확인하십시오.
- 균열이없는 경우 톨루엔에서 동일한 테스트를 수행 한 다음 에틸 아세테이트로의 용액을 변경 한 다음 순서대로 메틸 에틸 케톤으로 변경합니다.
- 균열이 발생하면 솔루션을 사용하여 여러 메이저 토토 사이트 조각을 테스트하여 확인하십시오.
표 4-1-4 Sumikaexcel PES (4100G)에서 잔류 응력을 확인하는 방법
| 솔벤트 | 잔류 왜곡 | 잔류 응력 |
|---|---|---|
| 균열은 자일렌으로 발생합니다 | 1.3-1.5% 이상 | 30 ~ 40 MPa 이상 |
| 균열은 톨루엔으로 발생합니다 | 1.0% 이상 | 27MPA 이상 |
| 균열은 에틸 아세테이트와 함께 발생합니다 | 0.50% 이상 | 14MPA 이상 |
| 균열은 메틸 에틸 케톤으로 발생합니다 | 0.35% 이상 | 10MPA 이상 |