 질문
질문

- 제품 정보
- Sumikaexcel 토토 사이트
- 젠 토토 특성
Sumikaexcel PES의 젠 토토 특성
유동성
Sumikaexcel PES의 유동성은 실린더 온도, 사출 압력 및 성형 제품 두께가 증가함에 따라 크게 향상됩니다. 반면에 곰팡이 온도의 효과는 그리 크지 않습니다. 곰팡이 방출 문제, 유리 섬유 단백질 또는 용접 균열이 발생하면 곰팡이 온도를 160 ° C 이상으로 높이는 것이 좋습니다.
멜트 점도 특성
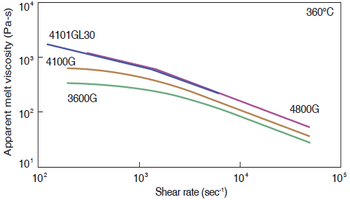
sumikaexcel pes의 명백한 용융 점도는 다음과 같습니다.
그림 4-2-1 수지 온도에서 겉보기 용융 점도의 의존성
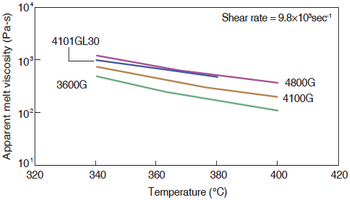
그림 4-2-2 명백한 용융점의 전단 속도 의존성
일반 몰딩
이 기사는 3mm의 벽 두께에서 젠 토토 특성에 중점을 둡니다.
실린더 온도 효과
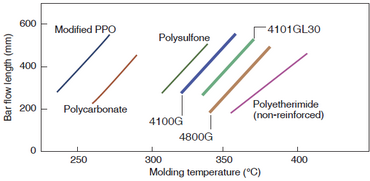
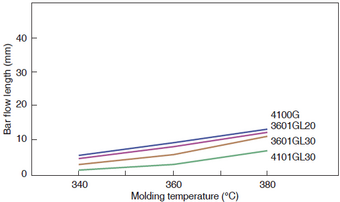
실린더 온도를 높이면 수지의 용융 점도가 감소하고 유동성이 향상됩니다. 실린더 온도를 20 ° C로 설정하면 막대 젠 토토 길이가 30 ~ 60%증가합니다.
그림 4-2-3 바 플로우 길이의 온도 의존성
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 중간 속도 |
| 금형 : | 3mm × 8mmw |
| 곰팡이 온도 : | 120 ℃ |
주입 압력의 효과
주입 압력 20mpa를 더 높이면 막대 젠 토토 길이가 10 ~ 20%향상됩니다. 일반적으로 고압 성형이 권장되지만 곰팡이 방출 문제 및 과불로 인한 잔류 응력을 방지하기 위해주의를 기울여야합니다. 또한 2 차 압력을 설정하여 적절한 조건을 선택합니다.
그림 4-2-4 주입 압력에 대한 막대 젠 토토 길이의 의존성 (4100g)
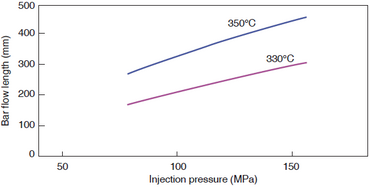
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 속도 : | 중간 ~ 고속 |
| 수지 온도 : | 330 ℃, 350 ℃ |
| 금형 : | 3mm × 8mmw |
| 금형 온도 : | 120 ℃ |
주입 속도의 효과
주입 속도는 막대 젠 토토 길이에 큰 영향을 미치지 않습니다.
그림 4-2-5 주입 속도에 대한 막대 젠 토토 길이의 의존성 (4100g)
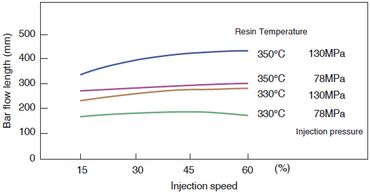
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 금형 : | 3mm × 8mmw |
| 금형 온도 : | 120 ℃ |
제품 두께의 효과
플로우 길이는 벽 두께에 따라 빠르게 증가합니다. 1.5 mm 이상의 벽 두께의 경우 벽 두께가 0.5mm 증가하면 젠 토토 길이가 40 ~ 70%증가합니다.
그림 4-2-6 막대 젠 토토 길이에 대한 벽 두께의 영향 (4100g)
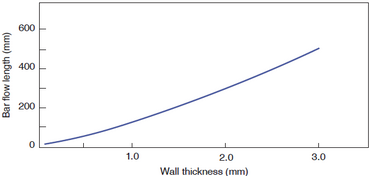
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 60% |
| 수지 온도 : | 360 ℃ |
| 금형 : | 8mmw 막대 젠 토토 |
| 금형 온도 : | 120 ℃ |
얇은 벽 성형
이 섹션은 벽 두께가 0.1 ~ 0.7 mm 인 성형 된 제품의 젠 토토 특성에 대해 설명합니다.
실린더 온도 효과
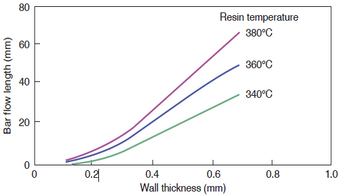
실린더 온도를 높이면 유동성이 향상되지만 벽 두께는 0.3mm 이하의 효과가 적습니다. 보유의 영향을 고려하여 최대 약 380 ° C의 온도가 적절합니다.
그림 4-2-7 실린더 온도 의존성 (두께 0.7 mm)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 금형 : | 0.7mm × 8mmw |
| 곰팡이 온도 : | 140 ℃ |
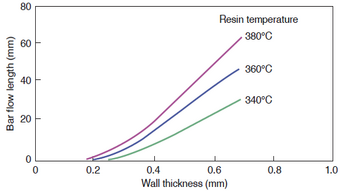
그림 4-2-8 실린더 온도 의존성 (두께 0.5 mm)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 금형 : | 0.5mm × 8mmw |
| 곰팡이 온도 : | 140 ℃ |
그림 4-2-9 실린더 온도 의존성 (두께 0.3 mm)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 금형 : | 0.3mm × 8mmw |
| 곰팡이 온도 : | 140 ℃ |
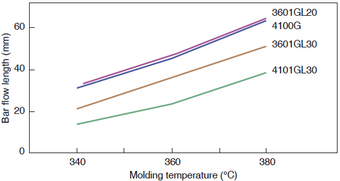
제품 두께의 효과
유동성은 제품을 설계 할 때 벽 두께에 달려 있습니다.
그림 4-2-10 두께 의존성 (4100g)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 막대 젠 토토 너비 : | 8mm |
| 곰팡이 온도 : | 140 |
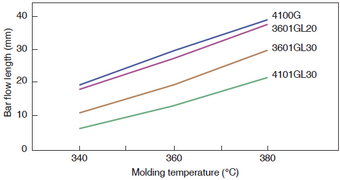
그림 4-2-11 두께 의존성 (3601GL20)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 막대 젠 토토 너비 : | 8mm |
| 곰팡이 온도 : | 140 |
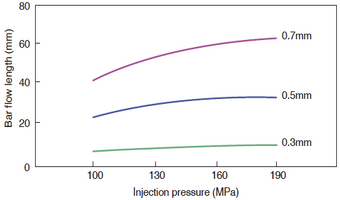
주입 압력의 효과
얇은 벽 젠 토토은 주입 압력에 의해 상대적으로 크게 영향을받습니다. 우리는 100 MPa 이상의 주입 압력을 권장하지만 제품 외관 및 잔류 응력을 고려하여 적절한 압력을 결정하십시오.
그림 4-2-12 주입 압력 의존성 (4100G)
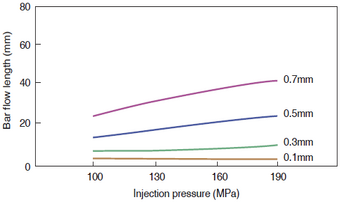
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 속도 : | 75% |
| 수지 온도 : | 340 ℃ |
| 막대 젠 토토 너비 : | 8mm |
| 금형 온도 : | 140 ℃ |
그림 4-2-13 주입 압력 의존성 (3601GL20)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 속도 : | 75% |
| 수지 온도 : | 340 ℃ |
| 막대 젠 토토 너비 : | 8mm |
| 금형 온도 : | 140 |
주입 속도의 효과
얇은 벽 유동성은 주입 속도의 영향을 많이받지 않습니다. 주입 속도가 너무 높으면 연소와 같은 결함이 발생할 수 있습니다.
그림 4-2-14 주입 속도 의존성 (4100G)
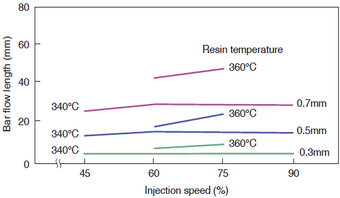
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 막대 젠 토토 너비 : | 8mm |
| 금형 온도 : | 140 |
그림 4-2-15 주입 속도 의존성 (3601GL20)
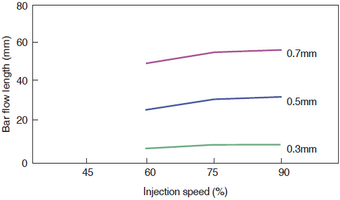
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 수지 온도 : | 360 ℃ |
| 막대 젠 토토 너비 : | 8mm |
| 금형 온도 : | 140 ℃ |
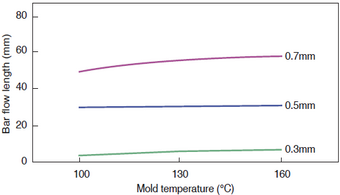
곰팡이 온도의 효과
얇은 벽 젠 토토은 곰팡이 온도의 영향을 많이받지 않습니다. 그러나 금형 방출 문제, 유리 섬유 단백질 또는 용접 균열이 발생하면 곰팡이 온도를 160 ° C 이상으로 설정하는 것이 좋습니다.
그림 4-2-16 곰팡이 온도 의존성 (4100g)
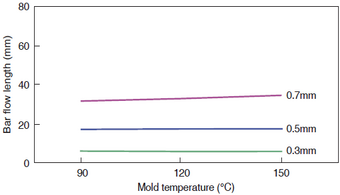
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 수지 온도 : | 340 |
| 막대 젠 토토 너비 : | 8mm |
그림 4-2-17 곰팡이 온도 의존성 (3601GL20)
| 형성 기계 : | Sumitomo Heavy Industries Neomat N47/28 |
| 주입 압력 : | 130MPA |
| 주입 속도 : | 75% |
| 수지 온도 : | 340 ℃ |
| 막대 젠 토토 너비 : | 8mm |