 질문
질문

- 제품 정보
- Sumikaexcel 토토 사이트
- 주입 사설 토토 및 금형 설계
Sumikaexcel PES 분사 사설 토토 및 금형 설계
주입 사설 토토 기계 선택
Sumikaexcel PES는 정상적인 인라인 유형 사출 사설 토토 또는 플런저 (사전 플라스틱 화) 유형 분사 사설 토토를 사용하여 성형 할 수 있습니다.
나사, 실린더
- Sumikaexcel PE의 필러 강화 등급은 유리 섬유 등으로 채워져 있기 때문에 마모 저항이있는 재료를 사용하는 것이 좋습니다.
- 나사 설계는 전단 열 발생이 낮은 표준 풀라이트 유형이어야합니다. 수지 보유 또는 전단 열 발생으로 인해 수지 온도가 400 ° C 이상 상승 할 수 있으므로 서브 플라이트 나사 또는 고음 나사 사용은 권장되지 않습니다.
일반적인 나사 설계는 다음과 같습니다.
- L / D : 나사 길이 (L) / 나사 직경 (d) = 약. 20
- 압축 비율 : 약 2 ~ 2.2
- 각 영역
공급 구역 : 약 55%
압축 구역 : 약 25%
계량 영역 : 약 20% - 우리는 역류 방지 메커니즘이있는 나사 헤드를 사용하는 것이 좋습니다.
노즐
- 재료는 나사와 실린더의 재료를 준수합니다.
- 오픈 타입 노즐을 사용하는 것이 가장 좋습니다. 죽은 공간이 많고 수지가 축적되는 경향이 있으므로 차단 노즐이 권장되지 않습니다.
- 노즐 히터의 경우 독립적 인 온도 컨트롤러와 우수한 제어 가능성을 제공하는 PID 제어 방법을 사용하는 것이 좋습니다.
주입 장치 및 제어 시스템
- Sumikaexcel PES가 높은 멜트 점도를 갖기 때문에 최대 주입 압력이 200 MPa 이상인 사설 토토 기계를 사용하는 것이 좋습니다.
- Sumikaexcel PES는 용융점이 높고 계량 중에 큰 토크가 필요한 경향이 있으므로 고출력 가소 화 장치가있는 사출 사설 토토를 사용하는 것이 좋습니다.
사설 토토 기계 용량
- 제품의 크기에 따라 달라 지지만, 전체 주입 용량의 1/3 내지 3/4의 중량 값을 초래하는 실린더 직경과 곰팡이 클램핑 력의 조합을 권장합니다. 중량 값이 작 으면 불필요한 수지 유지로 인해 다양한 사설 토토 결함이 발생할 가능성이 높습니다.
금형 디자인
Sumikaexcel PES는 멜트 점도가 높고 작은 곰팡이 수축이 있으므로 곰팡이를 설계 할 때 다음 지점을 고려하십시오.
금형 재료
- 프로토 타입 및 소규모 로트 사설 토토의 경우 기계 구조물 (S55C)을위한 탄소강 (S55C)을 사용할 수 있지만 슬라이딩 부품이 있으면 경화를 권장합니다.
- 질량 생산 또는 고 차원 정확도가 필요한 경우 더 강한 Chrome Molybdenum Steel (SCM435, SCM440) 또는 합금 공구강 (SKD11, SKD61)을 사용하는 것이 좋습니다.
- 위에 나열된 자료 이외의 자료를 사용하는 경우 문제가 있는지 사전에 신중하게 고려하십시오. (CU 기반 합금을 곰팡이 재료로 사용하는 것이 좋습니다.)
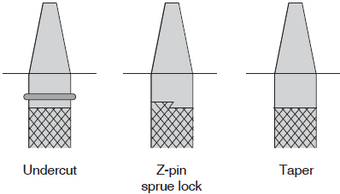
Sprue
- 길이가 가능한 한 짧고 테이퍼가 크게 (최대 5 °)
- Sprue 제거를 개선하려면 그림과 같이 Sprue 잠금 장치를 제공하는 것이 좋습니다.
그림 4-3-1 Sprue Shape
러너
- 최대한 두껍고 짧게 만들고 결정을 내릴 때 유동성을 고려하십시오.
- 원형 또는 사다리꼴 단면 모양이 권장됩니다.
- 게이트의 균형을 맞추는 것이 중요합니다.
그림 4-3-2 러너 모양
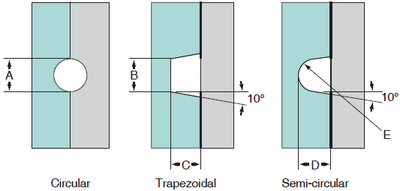
러너의 예제 (MM)
| a | B | C | d | e |
| 4 | 3 | 3 | 4 | d/2 |
게이트 시스템
사이드 게이트
- 토지 길이가 짧고 깊이가 깊을 때 직사각형 게이트가 더 효율적입니다. 게이트 깊이는 사설 토토 된 제품 두께의 약 0.7 배 여야하며 1mm 이하의 착륙 길이를 권장합니다.
그림 4-3-3 측면 게이트 모양

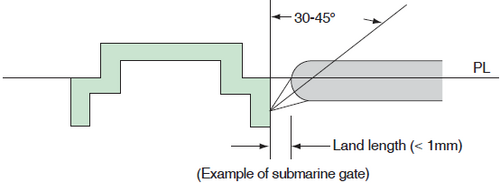
핀 포인트/잠수함 게이트
- 우리는 0.8 ~ 1.2 mm의 게이트 직경과 1mm 이하의 착륙선을 권장합니다. 흐름 거리가 길면 더 큰 게이트 직경이 아닌 멀티 포인트 게이트를 권장합니다.
그림 4-3-4 핀 포인트/잠수함 게이트 모양
필름 게이트
- 게이트 두께는 사설 토토 된 제품 두께의 0.5 배 선호해야하며, 착륙 길이는 1mm 이하입니다.
그림 4-3-5 필름 게이트 모양

잡아 당김 테이퍼
- Sumikaexcel PES는 작은 금형 수축률을 가지므로 얕은 컷조차도 1 ° (1/60) ~ 2 ° (1/30)의 초안 테이퍼가 필요합니다. 더 깊은 컷의 경우 더 큰 초안 테이퍼를 권장합니다.
- 얇은 벽에서 사설 토토 된 제품은 과잉이 발생하기 쉽기 때문에 더 큰 초안 테이퍼를 사용하는 것이 좋습니다.
- 유리 섬유 강화 등급의 경우 더 큰 초안 각도를 권장합니다.
- 제품의 모양으로 인해 충분한 테이퍼를 얻을 수없는 경우 슬라이드 코어 또는 배출 방법을 고안해야합니다.
에어 벤트 (가스 릴리스)
- Sumikaexcel PES의 경우 약 1/100 ~ 5/100mm의 공기 통풍구가 적합합니다. Sumikaexcel PES는 용융점이 높기 때문에 5/100mm 공기 통풍구가 설치되어 있어도 버가 발생하지 않을 것입니다.
- 얇은 벽 사설 토토 제품은 공기 통풍구를 설치해야합니다.